

联想电脑公司生产信息系统应用简介
概述
clearcase/" target="_blank" >cc">联想生产信息系统最初是在1999年初在联想电脑公司惠阳制造厂、北京制造厂投入使用,随着联想电脑公司制造平台业务的快速增长,其应用又扩展
至上海平台中心库、北方新厂(电脑大厦)、上海制造厂,这期间经历了一次环境升级(从MS SQL6.5 升级至 MS SQL7.0)和一次功能升级,目前联想电脑公司的生产信息系统可全面支持其制造平台的所有生产业务,有效的提高了其信息化管理水平,充分发挥了联想电脑公司的微机制造优势;充分利用了现有的制造信息资源,生产信息系统提供的统计分析功能,为各级管理、决策人员提供科学的数据依据;有效的保证了生产信息的一致性、完整性和安全性。
1 系统功能简介
1.1主机条码扫描
该部分内容是车间数据收集的主要入口,可全面跟踪每台主机(包括台式机、笔记本、服务器、手持和外部设备等)在制造平台内的流转情况,包括从备料、上线、车间各个工序,以至入库、出库,不仅可全面跟踪正常工艺路线内的主机正向流转,还可处理各种异常情况,包括各种返线(车间内返线和从库房返线)和调线流程,维修流程,主机拆散退库流程等,可全面记录主机在各工序的完成情况和每台主机的当前位置、在线状态,可根据不同的质控政策(抽检、全检)自动记录主机的质控状态(待验、合格、不合格)。可自适应处理多种不同的条码模式(主机、多媒体、部件三类,主机条码不同制造厂又有不同)。可做到对主机在制造平台内流转(时间、位置、状态以至客户等)信息的全方位记录。同一平台可支持流水线和CELL线两种生产模式,可支撑联想电脑公司所有制造平台(南方制造厂、北方制造厂、北方新厂和上海制造厂)的制造业务。该部分可自动对生产情况进行盘点生成生产日报、生产月报、生产与库房的入库交接单等,可对人员、班组的工效、产量进行分析,其他还有各种丰富的查询统计功能。
1.2 看板管理
该部分内容包括在线流动看板、生产排产看板、仓储备料看板。在线流动看板实际上是依据扫描情况对主机当前状态的动态反映,可实时反映各生产线、工序所在主机的生产批号、商品编号、主机序号、最后一次扫描时间、质检状态以及责任人员等。反映各工序待处理的机器顺序流信息,即各工序能够清楚地知道自己下一步将做哪一批的哪一台机器;生产看板公布生产定单的可及时反映安排情况,便于各班组有效的安排生产;仓储备料看板可根据定单BOM自动生成的,可促进生产和库房沟通,提高备料工作效率。
1.3 CELL线配餐单管理
该部分可自动生成CELL线每台主机的配餐单,包括主机的基本信息、主要受控材料的清单和该主机的测试项目档案明细三部分内容。可对所有机型产品的测试项目进行全面管理,另外该部分还可自动生成CELL线每台主机的资料BOM清单。
1.4 多媒体(非主机)扫描
该部分内容主要是用于由OEM厂商提供的多媒体(非主机,如控制台、显示器、打印机等)的物流控制的,因为该部分产品的条码规则和生产流程与主机产品完全不同,管理的重点和细度也有很大差异,因此该类产品进行单独处理。主要包括扫描、查询、日报、月报等内容。
1.5 CELL线部件检查
该部分内容可对主机产品中各类部件(主板、内存、硬盘等)的装配情况实时进行跟踪,首先检查主机条码的有效性,之后按装配情况逐一检查各类部件条码的有效性,借此对受控部件的装配情况进行准确记录。
1.6 生产周期
简单的说生产周期统计就是要计算出在相应的工序直通率下各工序与起点的时间差,可作到按批查询该批机器的生产周期,按天和事业部的组合查询该天所有批次机器的生产周期以及合计该天的平均生产周期,按月和事业部的组合查询该月所有批次机器的生产周期以及合计该月中每天的平均生产周期和该月的平均生产周期,对于查询出来的数据能够汇总统计其在线分布情况。
可统计出各工序的滞留时间,即该工序最后一台机器加工完成的时间减去该工序第一台机器加工完成的时间。
可按投产日期、部门统计批线完成率:[批线完成率]=[按时完成生产批数]/[总生产批数]=[按时完成生产批数]/[按时完成生产批数]+[滞后批数]
可进行生产进度查询,查询某天的订单在某个时间点的入库比例,查询某天的定单达到某个入库比例的时间点。
1.7 工时统计
该部分是对现场直接工人的工时构成进行量化分析,为提高劳动生产率,节约生产成本提供决策依据。本部分可按时间段统计各制造厂、事业部的生产总工时,计算各制造厂、事业部的加工明细([制度返工工时汇总]、[制度停工工时汇总]、[加班工时汇总]、[加班返工工时汇总]、[加班停工工时汇总]),损失工时明细表。
1.8 效率统计
该部分可依据车间的生产情况,统计出车间直接工作人员的五个衡量指标:工作效率、管理水平、总劳动效率、直接人员劳动生产率、单台耗时,计算各部(处)测定期的静态生产效率(日、周、月报告)。
1.9质量统计分析
依据生产信息系统在扫描过程中可提供的基础数据,其质量模块可完成如下功能:
按批查询该批机器的直通率
按天查询该天所有生产批次的直通率以及合计该天的平均直通率
按月查询该月所有生产批次的直通率以及合计该月中每天的平均直通率和该月的平均直通率
在直通率小于某个数值(人工设定)的时候能够报警
按批查询非直通机(生产批号、主机号、商品编号、商品描述、入维修时间、出维修时间)
按批查询一次维修率
按批查询一次以上维修率
其中直通机的概念是从机器上线到经过包装,没有经过维修的机器。
2 EDI数据传递
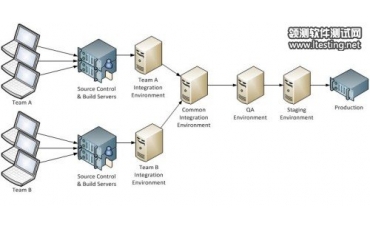
联想电脑公司制造平台的生产信息系统逻辑上是完整的统一系统,数据物理上分布在各制造厂所在地,北京制造厂相当于一个全局的数据中心(DC),其逻辑和数据支撑整个制造平台的生产业务,京外信息平台除了完成自身内部的信息处理的同时,还保证与北京总部生产信息的紧密联系,这部分工作就是通过部署在北京总部的EDI数据传递模块来实施的。该模块可支撑以总部业务为核心的,公司级(多工厂)分布式企业级应用的信息同步。
3 与其他系统的外部接口设计
SAP R/3系统和利玛公司CAPMS/8系统分别是联想电脑公司业务系统和生产系统的支撑平台,其数据交换如下:
生产系统由R/3导入数据有:物料主记录、生产定单数据、定单BOM数据、销售小票数据
生产系统导出至R/3数据如下:入库单数据
另外,电脑公司其他外围的信息系统(主要是与物控相关的业务部门)都不同程度的使用了生产系统的数据,如技术服务、质量控制、ATP检查、立体仓库等几乎所有业务相关的信息系统都直接或间接使用生产系统提供的数据。
4 技术路线
联想生产信息系统的开发采用了快速原形法和生命周期法相结合的技术路线。所谓快速原形法实际上是使商品化软件原形和现行管理原形相拟合的过程,用户使自己的管理尽量去靠近商品化软件的标准处理逻辑,最大限度的减少用户化修改量,从而减少系统的开发投资和时间。联想生产信息系统软件原形采用的是北京利玛公司的商品化ERP软件CAPMS/8中的生产管理系统。而生命周期法一般用于开发一些具有独特要求而找不到商品化、标准化软件的情况下,为企业进行"量体裁衣"式的开发。该方法的特点是系统的针对性强,与用户的需求有较好的符合程度,缺点是开发周期长,投资大,通用性差等。联想电脑公司的制造平台代表中国当今计算机制造的最高水平,其生产信息系统中体现决策支持功能的综合应用部分功能有很强的专用性和针对性,适合采用生命周期法开发。
5 结论
联想电脑公司生产信息系统的成功应用是建立在以下基础之上的:企业方先进的管理制度和企业文化、成熟的业务运做模式、高水平的项目管理水平和人员素质和软件厂商健壮的商品化软件、强有力的顾问咨询,最重要的是双方真诚的合作。